Basınçlı Döküm nedir? ve döküm yöntemleri hakkında genel bir bilgi ‘Döküm Nedir?’ makalemizde vermiştik. Yer çekimi altında kalıp boşluğunu dolduran, yani basınçsız döküm tekniği en eski yöntem olmasına rağmen, modern teknolojiler ile yüksek basınçlı ve düşük basınçlı döküm teknikleri de gelişmiştir. Bu makale çalışmasında ‘Basınçlı Döküm Nedir?’ ve detayları üzerinde duracağız. Avantaj ve dezavantajları hakkınad bilgler vereceğiz. HTE Endüstriyel Kontrol olarak bu sektörün ihtiyaç duyduğu yüksek teknoloji cihazların üretimini yapmaktayız. Firmanızın verimliliğini arttıracak cihazlar, örneğin jen cooling maça soğutma sistemi, kepçe robotu, yağlama robotu gibi, üretilmekte ve gerek yurt içi gerekse yurt dışı pazarda satışı yapılmaktadır. Ürünler hakkında bilgi ve teklif almak için bize ulaşın.
Basınçlı döküm, malzemenin yüksek basınç altında kalıcı kalıp, yani kokil kalıba enjekte edilmesi işlemidir. Burada basınç seçimi önemli bir üretim parametresidir. Genellikle 300-350 MPa arasında değişmektedir.
Basınçlı Döküm Adımları
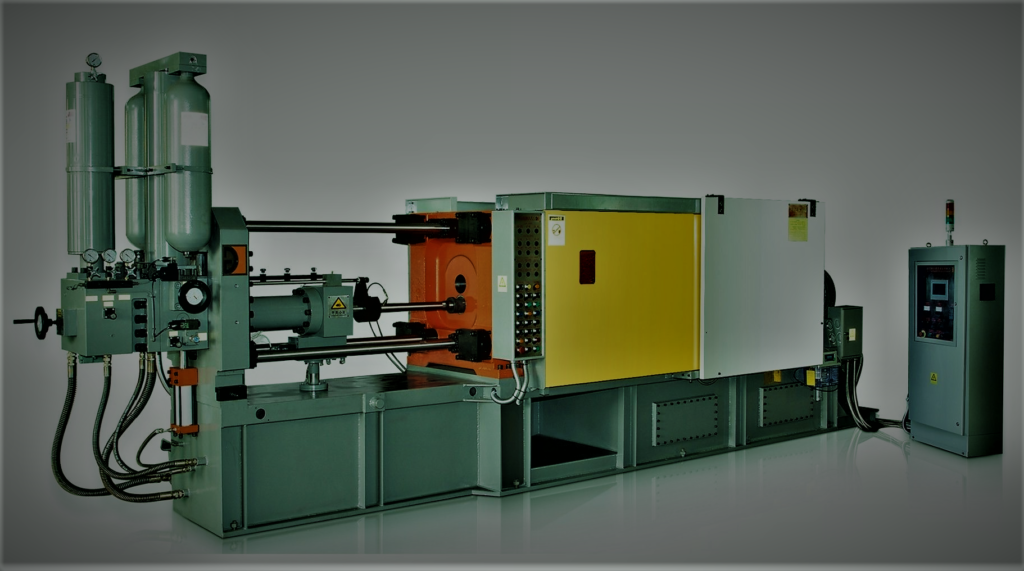
Kalıp üretim teknolojilerinde önemli bir araçtır. Kalıp kavramı, üretilecek numunenin boşluğunu oluşturma olarak tanımlanabilir. Plastik malzemelerden metal malzemelere kadar, seramikler ve kompozit malzemelere kadar bir çok malzeme için kalıplama ile ürün üretmek mümkündür. Özellikle seri üretim için son derece önemlidir. Bu yöntemde de kalıp hazırlama önemlidir. Örneğin alüminyum malzemesinden basınçlı döküm yöntemi ile endüstriley ürün üretmek istiyoruz. İlk olarak ürünün 3d tasarımı yapılarak sonrasında kalıp çeliklerinden kokil kalıbını üretiriz. Çekme payına göre oluşturulmuş kalıp boşuğuna malzemenin enjekte edilmesi için alüminyum enjeksiyon makineleri yada metal enjeksiyon makineleri kullanılmaktadır.
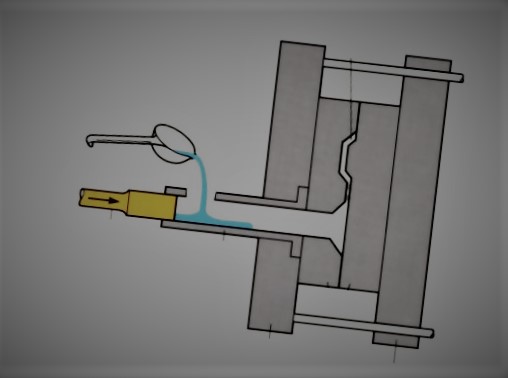
Farklı çeşitte ve kapasitede enjeksiyon makinesi bulunmaktadır. Üretilmiş kalıp enjeksiyon makinesine bağlanır. Sonnrasınad erimiş metal enjeksiyon makinesi pistonunun önündeki boşluğa dökülür ve makine üzerindeki hidrolik sistemler vasıtası ile hidrolik silindirler aktif edilerek hızlı bir şekilde erimiş metal kalıp boşluğuna gönderilir. Belirli bir soğuma zamanı sonrası ürün kalıptan çıkartılır. Sonrasında kalıp yağlama işlemi gerçekleştirilir ve tekrar işlem tekrarlanır.
Basınçlı döküm işleminde iki yöntem bulunmaktadır. Sıcak yöntem ve soğuk yöntem olmak üzere iki farklı yöntem ile işlem gerçekleştirilmektedir. Ayırım noktası erimiş metalin alınması ile ilgilidir. Sıcak yöntemde erimiş metal enjeksiyon makinesi bağlı potadan, soğuk yöntemde ise enjeksiyon makinesinden bağımsız bir potadan erimiş metalin alınmasını ifade eder.
Basınçlı Döküm Avantajları
Ürün üretiminde nihai ürün üretmek önemli bir kavramdar. Net-shape üretim de denilen bu kavram için şöyle tanımlama yapılabilir: üretim sonrası doğrudan yerinde ürünün kullanılabilmesi, yain ikincil bir işlem gerektirmemesidir. Bu yönden bakıldığı zaman basınçlı döküm buna örnek gösterilebilir. Nihai ürün üretiminde kullanılan bir yöntemdir. Karmaşık şekilli parçaların seri olarak üretiminde kullanılan bu yöntem;
- Güvenilir tolerans seviyeleri verir. Üretilen ürünlerin kalitelerinde bir değişim olmaz. Yani robüst bir tasarımdır.
- Karşamık geometrili parça üretmek çok kolaydır.
- Özel malzemeler geliştirilip üretilebilir.
- İnce kesitli, işleme payı az ve sık dokulu parçalar üretilebilir
- Aynı kalıpta çok sayıda parça üretilebilir




